
La selección del lubricante industrial por calidad
Por Richard Widman
Cada planta o fábrica tiene miles, si no, millones de dólares de equipos para la fabricación o producción de sus productos. Cada una de las máquinas requiere mantenimiento para obtener el rendimiento esperado y en la mayoría de estos casos, requiere aceite. ¿Pero qué aceite? Hay muchos aceites con nombres o usos comunes o hasta nombres idénticos. ¿Cómo podemos seleccionar la mejor opción para nuestro bolsillo?
Este es el Boletín #175 de nuestro programa de Boletines Informativos mensuales. Todos los boletines están disponibles en formato Acrobat pdf en https://www.widman.biz
La determinación del costo/beneficio
La Gerencia de cada planta tiene sus objetivos a corto y largo plazo. Opera su planta de acuerdo a la demanda de sus productos, su presupuesto, contaminación de la planta, educación de los operarios, etc.
Para los que pensamos en cuidar la máquina lo máximo posible para aprovechar la inversión y maximizar el uso del activo, es primordial comprar el mejor aceite e implementar los mejores procedimientos de mantenimiento que podamos. Frecuentemente esta decisión, además de ser difícil, no es la mejor para la máquina porque no podemos controlar el ambiente de trabajo o mantener personal entrenado y motivado en hacerlo bien. Pero a lo largo, controlar estos elementos resulta mucho más barato. En fin, si buscamos un aceite para un reductor, tenemos estas opciones de aceite:
Pero si el fabricante insiste en la opción 4 (PAG), debemos usarlo, cueste lo que cueste. La única solución es entrenamiento y seguimiento. Las características de ese equipo o pieza hacen necesario el uso de lubricantes específicos debido a su aplicación operativa.
Muchas veces las opciones no son tan diferentes. Si queremos un aceite hidráulico industrial, tenemos muchas opciones entre las primeras dos opciones. Pero, tenemos que decidir cuánto queremos usar el aceite, cuanto queremos de protección, y después leer las fichas de todos los aceites hidráulicos disponibles.
Este último paso es crítico, ya que hay aceites hidráulicos en esas dos opciones con mucha diferencia en protección y vida útil.
Las Fichas
Los datos en las fichas son basados en pruebas del ASTM International. Pruebas que demuestran las características técnicas del aceite, sin importar quien analiza o produce. Tienen que ser hechas de la misma manera en cualquier laboratorio.
Una de las pruebas de mayor importancia para la vida útil es la prueba D943 donde colocan el aceite en una pequeña batidora y lo agitan hasta oxidarlo, llegando al número especifico de acidez. Hablamos sobre la importancia de esto en el boletín 174.
Los resultados de las marcas que avisan sus resultados varían entre 2.000 horas y 10.000 horas. Esto no es necesariamente lo que aguantará en su máquina, pero es representativo y comparable entre marcas y características. En ese ejemplo, indica que un aceite durará dos veces más que el otro.
Pero también debemos considerar el valor de anti-desgaste o extrema presión nuevo y usado. Valores del aceite nuevo debería estar indicados en la prueba FZG (D5182) y a veces la prueba de Cuatro Bolas (D4172 para aceites). Pero los valoras dados son para aceite nuevo.
Como ejemplo, si revisamos el internet, encontramos una marca que solo dice esto para su aceite EP para reductores ISO 220:
La Gerencia de cada planta tiene sus objetivos a corto y largo plazo. Opera su planta de acuerdo a la demanda de sus productos, su presupuesto, contaminación de la planta, educación de los operarios, etc.
Para los que pensamos en cuidar la máquina lo máximo posible para aprovechar la inversión y maximizar el uso del activo, es primordial comprar el mejor aceite e implementar los mejores procedimientos de mantenimiento que podamos. Frecuentemente esta decisión, además de ser difícil, no es la mejor para la máquina porque no podemos controlar el ambiente de trabajo o mantener personal entrenado y motivado en hacerlo bien. Pero a lo largo, controlar estos elementos resulta mucho más barato. En fin, si buscamos un aceite para un reductor, tenemos estas opciones de aceite:
- API Grupo I, con aditivos básicos para cumplir unas pocas horas, con protección básico.
- API Grupo I o II con aditivos avanzados para larga duración y menos desgaste.
- API Grupo IV (PAO) con aditivos para una larga vida y alta protección.
- API Grupo V (PAG) con aditivos para una larga vida, alto índice de viscosidad, etc.
Pero si el fabricante insiste en la opción 4 (PAG), debemos usarlo, cueste lo que cueste. La única solución es entrenamiento y seguimiento. Las características de ese equipo o pieza hacen necesario el uso de lubricantes específicos debido a su aplicación operativa.
Muchas veces las opciones no son tan diferentes. Si queremos un aceite hidráulico industrial, tenemos muchas opciones entre las primeras dos opciones. Pero, tenemos que decidir cuánto queremos usar el aceite, cuanto queremos de protección, y después leer las fichas de todos los aceites hidráulicos disponibles.
Este último paso es crítico, ya que hay aceites hidráulicos en esas dos opciones con mucha diferencia en protección y vida útil.
Las Fichas
Los datos en las fichas son basados en pruebas del ASTM International. Pruebas que demuestran las características técnicas del aceite, sin importar quien analiza o produce. Tienen que ser hechas de la misma manera en cualquier laboratorio.
Una de las pruebas de mayor importancia para la vida útil es la prueba D943 donde colocan el aceite en una pequeña batidora y lo agitan hasta oxidarlo, llegando al número especifico de acidez. Hablamos sobre la importancia de esto en el boletín 174.
Los resultados de las marcas que avisan sus resultados varían entre 2.000 horas y 10.000 horas. Esto no es necesariamente lo que aguantará en su máquina, pero es representativo y comparable entre marcas y características. En ese ejemplo, indica que un aceite durará dos veces más que el otro.
Pero también debemos considerar el valor de anti-desgaste o extrema presión nuevo y usado. Valores del aceite nuevo debería estar indicados en la prueba FZG (D5182) y a veces la prueba de Cuatro Bolas (D4172 para aceites). Pero los valoras dados son para aceite nuevo.
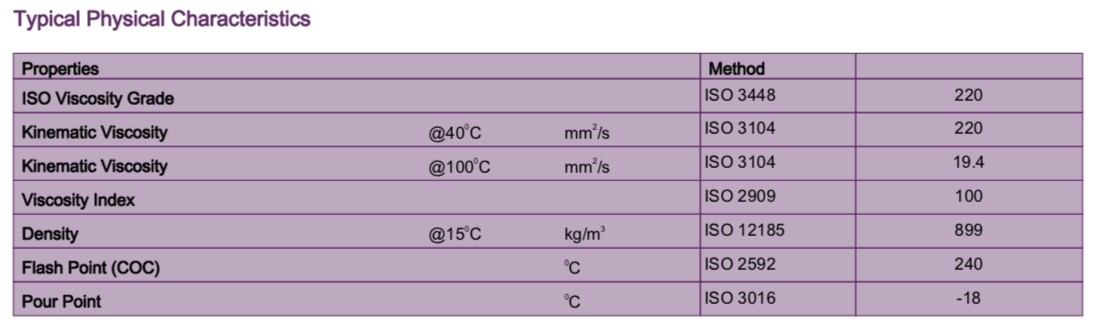
Como ejemplo, si revisamos el internet, encontramos una marca que solo dice esto para su aceite EP para reductores ISO 220:
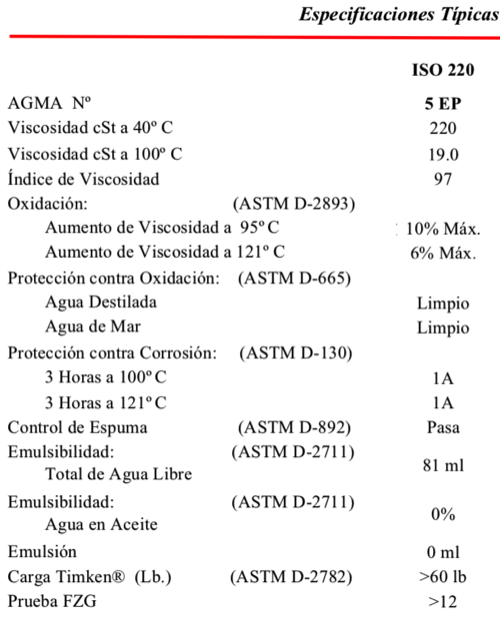
En otra marca encontramos esto para su aceite EP para reductores ISO 220:
Detalles importantes
Entre los detalles en las fichas que deberíamos notar son comentarios como este, que encontramos en un buen sintético para reductores: “No son compatibles con aceites minerales y otros tipos de aceites sintéticos. Por ende, no deberían ser usados para rellenos en sistemas con esos fluidos.” Imagina comprando este aceite para un reductor que lo requiere, y un trabajador no entrenado aumenta aceite tradicional. El programa de lubricación y mantenimiento en general no es más fuerte que su eslabón (en este caso, trabajador) más débil.
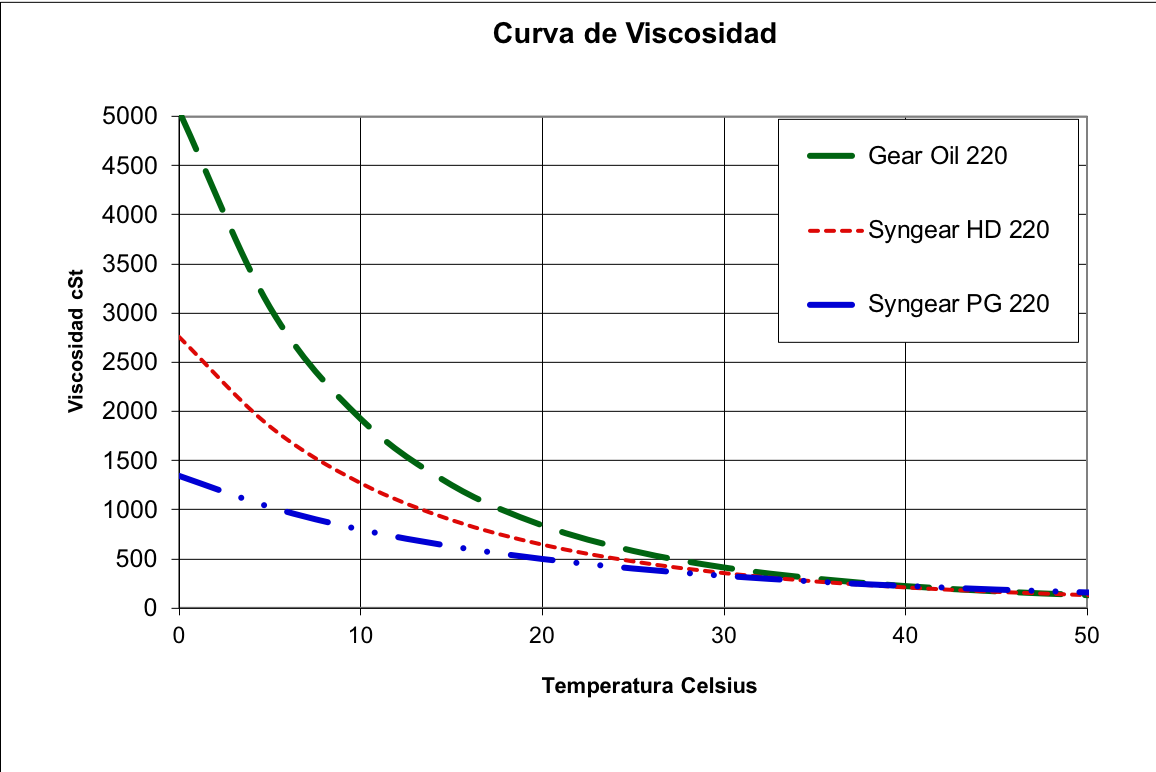
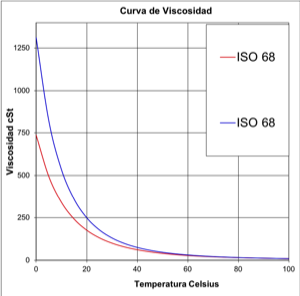
Claro que este es uno de los mejores aceites disponibles para reductores, con un índice de viscosidad tan alto que trabaja mucho mejor en frío y caliente. Aquí vemos este Syngear PG de American Petroleum al lado de su compañero PAO y el aceite tradicional, mostrado arriba en el primer cuadro. Vemos en el siguiente gráfico que los tres aceites EP de viscosidad ISO 220 tienen viscosidades de 220 cSt a 40ºC como deberían. Pero si arrancamos a cero grados, el tradicional tiene una viscosidad de más de 5000 cSt, mientras el PG (en azul) solo tiene 1300 cSt.
Si por alguna razón el reductor sube a 70ºC, el aceite PG todavía tendría 86 cSt, mientras el tradicional estaría con solo 52 cSt. (es importante hacer notar que se puede calcular la viscosidad actual de su aceite a la temperatura actual de su reductor en este calculador: viscosidad operacional, esto es muy importante porque indica que ese aceite no tiene la suficiente fortaleza de trabajo. A los 70ºC ya cayó. Si el requerimiento es mayor, entonces pronto la película degradará con un muy posible daño del equipo.
Entre los detalles en las fichas que deberíamos notar son comentarios como este, que encontramos en un buen sintético para reductores: “No son compatibles con aceites minerales y otros tipos de aceites sintéticos. Por ende, no deberían ser usados para rellenos en sistemas con esos fluidos.” Imagina comprando este aceite para un reductor que lo requiere, y un trabajador no entrenado aumenta aceite tradicional. El programa de lubricación y mantenimiento en general no es más fuerte que su eslabón (en este caso, trabajador) más débil.
Claro que este es uno de los mejores aceites disponibles para reductores, con un índice de viscosidad tan alto que trabaja mucho mejor en frío y caliente. Aquí vemos este Syngear PG de American Petroleum al lado de su compañero PAO y el aceite tradicional, mostrado arriba en el primer cuadro. Vemos en el siguiente gráfico que los tres aceites EP de viscosidad ISO 220 tienen viscosidades de 220 cSt a 40ºC como deberían. Pero si arrancamos a cero grados, el tradicional tiene una viscosidad de más de 5000 cSt, mientras el PG (en azul) solo tiene 1300 cSt.
Si por alguna razón el reductor sube a 70ºC, el aceite PG todavía tendría 86 cSt, mientras el tradicional estaría con solo 52 cSt. (es importante hacer notar que se puede calcular la viscosidad actual de su aceite a la temperatura actual de su reductor en este calculador: viscosidad operacional, esto es muy importante porque indica que ese aceite no tiene la suficiente fortaleza de trabajo. A los 70ºC ya cayó. Si el requerimiento es mayor, entonces pronto la película degradará con un muy posible daño del equipo.
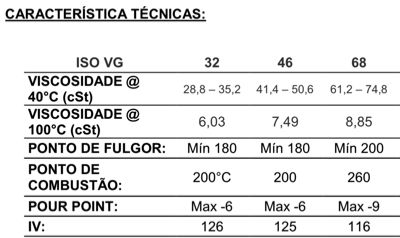
Es una pena tener que decirlo, pero a veces los números de la ficha no cuadran. El índice de viscosidad, por ejemplo, es un calculo hecho con la viscosidad a 100ºC y 40ºC. O sea, es fácil ver se está bien representado en la ficha, usando este calculador. El concepto es fácil como en cualquier formula matemática: 2+3 = 5. Así que 5-3=2, ¿o no?
Si un lote tiene una viscosidad a 40ºC de 61,2 cSt, su índice de viscosidad es 120, pero si la viscosidad de ese lote es 74.8 cSt, el índice de viscosidad es 89. ¿Cuál será el aceite real que nos envía?
Como podemos ver en este gráfico, la diferencia entre un índice de viscosidad de 89 y 120 es mucho cuando estamos hablando de temperaturas debajo de 50ºC.
Cumplimiento con pruebas
Hay factores muy importantes para nuestra economía a lo largo. Hay diferentes maneras de citar las pruebas de diferentes empresas y/o normas. Y hay aceites que no cumplen, a veces utilizando pruebas de menor calificación como se fueron las requeridas.
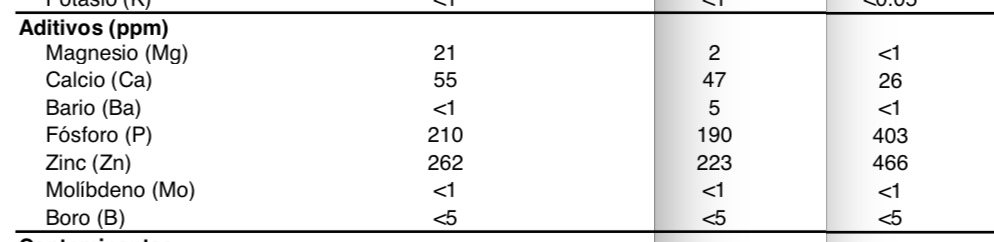
Aquí vemos el análisis de aceite hidráulico industrial de tres marcas en el mercado, cada uno enviado al laboratorio después de extraer de sus tambores.
En el aceite hidráulico, mientras la viscosidad cuida el equipo en lubricación hidrodinámica, son los aditivos de zinc y fósforo que cuidan la bomba en lubricación límite y mixta (además de mayor resistencia contra la oxidación). Explicamos estos términos en nuestro boletín 45. Entre más zinc y fósforo, mayor protección (en un aceite básico similar).
Lo interesante de este simple cuadro de 3 aceites hidráulicos es que el de la derecha tiene el mejor aceite básico (necesitando menos aditivos), y el del medio tiene el peor aceite básico, necesitando más aditivos para la misma carga o tiempo de vida.
El problema para los que no entienden de estos conceptos, o el que solo mira costos a corto plazo, es que es casi seguro que el aceite del medio cuesta menos que los otros dos. Debe ser reemplazado 3 a 5 veces más frecuente que el de la derecha, y con mayor desgaste de las bombas, sin embargo, al momento de la compra parece un ahorro.
Hay factores muy importantes para nuestra economía a lo largo. Hay diferentes maneras de citar las pruebas de diferentes empresas y/o normas. Y hay aceites que no cumplen, a veces utilizando pruebas de menor calificación como se fueron las requeridas.
Aquí vemos el análisis de aceite hidráulico industrial de tres marcas en el mercado, cada uno enviado al laboratorio después de extraer de sus tambores.
En el aceite hidráulico, mientras la viscosidad cuida el equipo en lubricación hidrodinámica, son los aditivos de zinc y fósforo que cuidan la bomba en lubricación límite y mixta (además de mayor resistencia contra la oxidación). Explicamos estos términos en nuestro boletín 45. Entre más zinc y fósforo, mayor protección (en un aceite básico similar).
Lo interesante de este simple cuadro de 3 aceites hidráulicos es que el de la derecha tiene el mejor aceite básico (necesitando menos aditivos), y el del medio tiene el peor aceite básico, necesitando más aditivos para la misma carga o tiempo de vida.
El problema para los que no entienden de estos conceptos, o el que solo mira costos a corto plazo, es que es casi seguro que el aceite del medio cuesta menos que los otros dos. Debe ser reemplazado 3 a 5 veces más frecuente que el de la derecha, y con mayor desgaste de las bombas, sin embargo, al momento de la compra parece un ahorro.
Resumen
Los mejores elementos que tenemos para seleccionar nuestros lubricantes son las fichas técnicas y un programa proactivo de análisis de aceites.
Pero tenemos que analizar estas fichas con buen criterio. Poco tiempo atrás encontramos una planta de agregadas donde buscaban “Grasa #2” y cambiaban de marcas, botando cojinetes caros a cada rato. En el algún momento, habían dejado de mirar el manual, o considerar la carga de esta chancadora. Por la carga que lleva, el ítem más importante de la ficha es la viscosidad del aceite básico en la grasa, no la consistencia de la grasa en si. Así que era necesario una grasa #2, pero con aceite básico ISO 460 para cuidar su cojinete.
Las fichas nos pueden indicar detalles de composición y pruebas, pero muchas veces no nos ayudan. Más y más vemos empresas que dependen de su fama para vender y no avisen donde cortan costos. Combinamos esto con empresas que solo tienen interés en vender y vender, y seguramente no otorgan un servicio post venta o soporte técnico, y nos hace difícil tomar las decisiones correctas.
El programa de análisis es crítico para el éxito de mantenimiento, pero, a no ser que tengamos gente entrenada en interpretar resultados, dependemos de alguien que nos interpretan estos reportes. Explicamos esto en este enlace.
Si analizamos los aceites y tomamos acciones para entrenar nuestro personal, no comprometer un lubricante con el bidón o bomba usado en otro, mantenemos filtros en los respiraderos, y equipo alineado, podemos aprovechar toda la vida útil del aceite, frecuentemente con la ayuda de un dializador o sistema de filtración fina o de alta eficiencia en riñón.
Una empresa que invierte en estas actividades, comprando productos que no requieren cambiar y protegen los equipos mejor, será la empresa que sobrevive los tiempos apretados.
Los mejores elementos que tenemos para seleccionar nuestros lubricantes son las fichas técnicas y un programa proactivo de análisis de aceites.
Pero tenemos que analizar estas fichas con buen criterio. Poco tiempo atrás encontramos una planta de agregadas donde buscaban “Grasa #2” y cambiaban de marcas, botando cojinetes caros a cada rato. En el algún momento, habían dejado de mirar el manual, o considerar la carga de esta chancadora. Por la carga que lleva, el ítem más importante de la ficha es la viscosidad del aceite básico en la grasa, no la consistencia de la grasa en si. Así que era necesario una grasa #2, pero con aceite básico ISO 460 para cuidar su cojinete.
Las fichas nos pueden indicar detalles de composición y pruebas, pero muchas veces no nos ayudan. Más y más vemos empresas que dependen de su fama para vender y no avisen donde cortan costos. Combinamos esto con empresas que solo tienen interés en vender y vender, y seguramente no otorgan un servicio post venta o soporte técnico, y nos hace difícil tomar las decisiones correctas.
El programa de análisis es crítico para el éxito de mantenimiento, pero, a no ser que tengamos gente entrenada en interpretar resultados, dependemos de alguien que nos interpretan estos reportes. Explicamos esto en este enlace.
Si analizamos los aceites y tomamos acciones para entrenar nuestro personal, no comprometer un lubricante con el bidón o bomba usado en otro, mantenemos filtros en los respiraderos, y equipo alineado, podemos aprovechar toda la vida útil del aceite, frecuentemente con la ayuda de un dializador o sistema de filtración fina o de alta eficiencia en riñón.
Una empresa que invierte en estas actividades, comprando productos que no requieren cambiar y protegen los equipos mejor, será la empresa que sobrevive los tiempos apretados.
Widman International SRL contribuye a la capacitación de los ingenieros y usuarios para mejorar su competitividad. Para mayores informaciones prácticas, visite nuestra página Web: www.widman.biz
La información de este boletín técnico es de única y completa propiedad de Widman International S.R.L. Su reproducción solo será permitida a través de una solicitud a info@widman.biz no permitiendo que esta altere sus características ni su totalidad.
La información de este boletín técnico es de única y completa propiedad de Widman International S.R.L. Su reproducción solo será permitida a través de una solicitud a info@widman.biz no permitiendo que esta altere sus características ni su totalidad.
Visitantes a este sitio
9,085,143