
Reductores al Límite:
Cómo evitar el desgaste invisible que destruye su producción
Por Juan Montiel
Los reductores son esenciales para la continuidad de cualquier planta, pero el 70% de sus fallas se debe a una mala lubricación o contaminación. Cada parada imprevista significa pérdidas en producción, energía y repuestos.
Este boletín muestra cómo la lubricación especializada, la filtración de alta calidad y las pruebas predictivas permiten extender la vida útil de los equipos, reducir costos y mejorar la eficiencia energética. Además, prepara a los ingenieros para el futuro: aceites sintéticos avanzados, aditivos inteligentes y mantenimiento digital que transformarán la manera de cuidar los reductores.
Les indico por qué invertir en lubricación de alta calidad no es un gasto: es la estrategia más rentable para asegurar continuidad, eficiencia y competitividad en su producción.
Este es el Boletín #245 de nuestro programa de Boletines Informativos mensuales, publicado el primero de septiembre, 2025. Todos los boletines están disponibles en formato pdf en https://www.widman.biz
Los reductores son elementos esenciales en las industrias por su capacidad para transmitir movimiento en las diferentes máquinas o transmisiones. Unas veces disminuyen la velocidad de rotación y aumentan el torque, cuando son reductores. Sin embargo, presentan vulnerabilidades claves (en configuraciones abiertas o cerradas) que, de no atenderse, pueden traducirse en costosos tiempos de paro, elevados consumos energéticos y daños en equipos asociados, además de los riesgos a la seguridad de los trabajadores.

En otra experiencia que tenemos, hemos visto cómo en los y engranajes abiertos de una industria, tenían que cambiar cada año o dos veces al año los cojinetes del reductor, a veces, si tenían suerte, los podían “rectificar”, para que sigan trabajando. Cuando implementamos un buen esquema de mantenimiento apoyado con la compra de un producto de alta calidad, la revisión de los cojinetes a los 5 años sorprendió a los técnicos ya que estaban en muy buenas condiciones de seguir operando.
Pero sí, debemos identificar lo antes posible cuando nuestro plan está fallando o necesita ajustes, así podemos hablar de las fallas más comunes que encontramos, para luego indicar qué podemos hacer:
Deficiencias en la lubricación de reductores
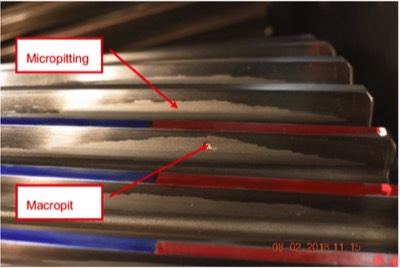
- Insuficiencia de lubricante: Provoca contacto metal-metal, sobrecalentamiento y desgaste acelerado, con coloración azulada o pequeñas “escamas” en los dientes de los engranajes.
- Sobre-lubricación: Genera espuma, atrapamiento de aire y menor capacidad de carga, además de aumento de fricción, entre las piezas.
- Contaminación del lubricante: Partículas abrasivas, agua u oxidación aumentan el desgaste prematuro.
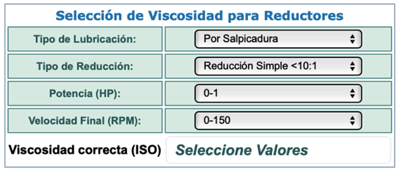
- Viscosidad inadecuadas: Aceites demasiado fluidos o densos no crean una película lubricante eficaz, elevando la fricción. (tenemos una calculadora que nos ayuda a ese cálculo)
- Degradación del lubricante: Oxida y pierde propiedades, aumentando temperatura y afectando su función protectora.
Deficiencias adicionales de reductores:
Desalineación de los ejes afecta el reparto de carga, compromete a engranajes, y deriva en desgaste irregular.
Sobrecalentamiento: Suele originarse por lubricación defectuosa, presencia de barnices, sobre carga, fricción o fallo en sellos. Puede derivar en deformaciones, fallas y fuga de lubricante.
Case Study of ISO/TS 6336-22 Micropitting Calculation - Jonathan Allen Keller
Vibración, ruido y fugas: Ruido y vibración anormales suelen indicar daños en engranajes o rodamientos, objetos atrapados o desalineación. Las fugas de aceite surgen por sellos desgastados, deformación de carcasas, taponamiento de respiraderos, o sobrecalentamiento.
Pérdida de eficacia energétic: Un reductor deteriorado exige más potencia para mantener el mismo output, elevando el consumo y generando calor desperdiciado, el principio es que cuanto menos resistencia encuentra habrá mejoras en el uso de la energía, hemos visto que con aditivos a base de Boro, mejora casi en un 10% el ahorro de energía en las industrias entre otras ventajas.
Problemas en reductores y solución:
|
Problema |
Ejemplo |
Solución Recomendada |
|
|
|
|
|
|
|
|
|
|
|
|
|
Aceite inadecuado (tipo o viscosidad incorrecta) |
En una línea de extrusión con reductores a alta temperatura se usaba aceite mineral ISO 150. A los meses aparecieron manchas de micropitting, puede ser por ruptura de la película lubricante. |
Revisar especificaciones OEM y condiciones (temperatura, rpm, carga). Confirmar viscosidad. Para altas temperaturas considerar aceites sintéticos (PAO o éster) con aditivos EP y alta estabilidad térmica. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Contaminación sólida (polvo y partículas abrasivas) |
Reductor de molino en planta con mucho polvo (harina, mineral). En cada cambio de aceite aparecían partículas ferrosas en exceso como desgaste. |
Instalar protectores a los respiradores tipo T.R.A.P., cubrir reductores abiertos. Añadir filtración de retorno o sistema tipo riñón (kidney loop). Estas prácticas reducen notablemente el ingreso de polvo y humedad. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Agua y emulsión (agua libre o disuelta) |
Reductor cerca de un proceso con limpieza por aspersión: el aceite se emulsionaba y tenía olor a rancio. |
Instalar protectores a respiradores tipo T.R.A.P., usar separadores centrífugos o deshidratadores al vacío. Evitar aceites con emulsificantes. En caso severo: drenar, limpiar depósito y reemplazar aceite. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Partículas finas y formación de lodo/barniz |
Las partículas de 1–10 µm desgastan lentamente dientes y rodamientos. La oxidación forma barniz que reduce la capacidad de lubricación y aumentan la temperatura. |
Implementar filtración tipo riñón de alta eficiencia (β2000 según ISO 16889), Aplicar solución química para disolver barniz con Decon® de Fluitec, Controlar temperatura de operación para minimizar oxidación y formación de barniz. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Mezcla de aceites incompatibles |
Cuando se mezclan aceites de distinta base o formulación, los aditivos se neutralizan → formación de lodos, mala separación agua/aceite. |
En cada cambio usar aceite certificado. Controlar con etiquetas/fichas técnicas. Limpiar depósitos antes de rellenar y seguir procedimientos claros para evitar mezclas. Entrenar personal y etiquetar envases de relleno. |
|
|
|
|
|
|
|
|
|
|
|
|
1. Bases
- Minerales (Grupo I–III), como hemos visto anteriormente son económicos, adecuados para equipos con condiciones moderadas; Grupo III muy refinados se comportan casi como sintéticos en algunas condiciones.
- PAO (Grupo IV – poli alfa olefinas), es sintético, tiene excelente estabilidad térmica, baja volatilidad, baja oxidación y baja formación de barniz, son recomendados para reductores con temperaturas elevadas o largos intervalos de servicio.
- Ésteres sintéticos (Grupo V), aceites de alta polaridad (mejor solvencia de aditivos y limpieza), excelente estabilidad térmica; muy útiles en condiciones extremas y como bases para lubricantes biodegradables. La tendencia industrial es el uso de mezclas PAO + éster para balancear costo y desempeño, sobre todo en aplicaciones modernas.

- EP (Extrema Presión), son aditivos que reaccionan con la superficie formando películas protectoras (sulfuro, fosfato, compuestos sulfurados o boratos inorgánicos). Indispensables en engranajes con contactos de alta presión.
- AW / Anti-Desgaste (ZDDP u otros), protegen en condiciones mixtas; su uso debe balancearse con requerimientos ambientales (ZDDP contiene zinc-fósforo y hay presión regulatoria en algunos países).
- Antioxidantes (AO), prolongan vida del aceite.
- Inhibidores de corrosión, antiespumantes / mejoradores de IV/ depresores de punto de congelación.
- Para industria alimentaria usar lubricantes NSF H1 (grado alimenticio) donde exista riesgo de contacto incidental.
Pruebas de análisis de aceite para reductores
|
Prueba |
Qué mide |
Por qué es importante |
|
|
|
|
|
|
|
|
|
|
|
|
|
Viscosidad |
Resistencia del aceite a fluir |
Detecta si el aceite se adelgazó por contaminación con combustible o cizallamiento de los polímeros (mejoradores de viscosidad), o se espesó por oxidación/barniz |
|
|
|
|
|
|
|
|
|
|
|
|
|
Número Ácido (AN) |
Nivel de oxidación y acidez |
Indica envejecimiento del aceite y formación de lodos corrosivos |
|
|
|
|
|
|
|
|
|
|
|
|
|
Número Base (BN) (si aplica) |
Reserva alcalina |
Control en aceites que trabajan en entornos corrosivos |
|
|
|
|
|
|
|
|
|
|
|
|
|
Metales de desgaste (Fe, Cu, Pb, Cr, Ni) |
Desgaste interno de engranajes y cojinetes |
Permite identificar piezas críticas en deterioro |
|
|
|
|
|
|
|
|
|
|
|
|
|
Nivel de aditivos |
Nivel de aditivos organometálicos |
Muestra contaminaciones por otros aceites y residuo de aditivos originales |
|
|
|
|
|
|
|
|
|
|
|
|
|
Metales contaminantes (Si, Na, K, Ca) |
Entrada de polvo, tierra o agua |
dentifica contaminación externa o de sellos |
|
|
|
|
|
|
|
|
|
|
|
|
|
Oxidación / Nitración / Sulfatación |
Estado químico del aceite |
Detecta barniz, espesamiento y oxidación severa |
|
|
|
|
|
|
|
|
|
|
|
|
|
Contenido de agua (Karl Fischer / crackle test) |
Presencia de agua libre o disuelta |
El agua acelera oxidación y corrosión |
|
|
|
|
|
|
|
|
|
|
|
|
|
Índice de partículas (ISO 4406) |
Nivel de limpieza del aceite |
Mide suciedad que daña engranajes y rodamientos |
|
|
|
|
|
|
|
|
|
|
|
|
|
Índice de partículas (ISO 4406) |
Nivel de limpieza del aceite |
Mide suciedad que daña engranajes y rodamientos |
|
|
|
|
|
|
|
|
|
|
|
|
|
Prueba de espuma |
Tendencia a generar aire atrapado |
La espuma provoca cavitación y pérdida de película lubricante |
|
|
|
|
|
|
|
|
|
|
|
|
|
Prueba de demulsibilidad |
Capacidad del aceite de separar agua |
Fundamental en ambientes húmedos |
|
|
|
|
|
|
|
|
|
|
|
|
|
Prueba |
Qué mide |
Por qué es importante |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ferrografía analítica |
Morfología de partículas de desgaste |
Determina el tipo de desgaste (adhesivo, abrasivo, fatiga) |
|
|
|
|
|
|
|
|
|
|
|
|
|
FTIR (Espectroscopía infrarroja) |
Oxidación, sulfatación, barniz, aditivos |
Permite ver estado químico detallado |
|
|
|
|
|
|
|
|
|
|
|
|
|
RULER (Resistencia electroquímica de aditivos) |
Nivel de aditivos antioxidantes |
Estima vida útil restante del aceite |
|
|
|
|
|
|
|
|
|
|
|
|
|
PQ Index (Particle Quantifier) |
Concentración ferrosa total |
Detecta partículas grandes que no salen en el conteo normal |
|
|
|
|
|
|
|
|
|
|
|
|
|
Prueba de barniz (MPC - Membrane Patch Colorimetry) |
Tendencia a formación de barniz |
Crítico en reductores de alta temperatura |
|
|
|
|
|
|
|
|
|
|
|
|
- Mezclas sintéticas y ecológicas (PAO + ésteres; bio-esteres), buscarán mayor estabilidad térmica, menor volatilidad y menor impacto ambiental. Las mezclas PAO+éster optimizan costo/rendimiento.
- Aditivos avanzados e “ingeniería de aditivos”, aditivos con mejor protección EP sin efectos colaterales (menos residuos, menor corrosión), y formulaciones para reducir barniz y depósitos.
- Aditivos de alta tecnología como los Boratos Inorgánicos que reducen la fricción y provocan ahorros importantes en consumo de energía
- Lubricantes “de nueva generación”, investigación activa en Líquidos Iónicos y formulaciones nanoestructuradas que prometen películas más adherentes y muy alta estabilidad térmica — aún en fase de desarrollo, pero con avances publicados en la web.
- Mayor foco en limpieza del aceite y filtración de alta eficiencia, con exigencias de ISO más estrictas y filtración continua (kidney loops (riñones) + sensores de partículas en línea).
- Digitalización y mantenimiento predictivo, integración de contadores de partículas en línea, sensores de humedad, temperatura y análisis de tendencia en plataforma IIoT (Industrial Internet of the Things).
- Tribología aplicada (película lubricante, régimen de lubricación).
- Interpretación básica de análisis de aceite.
- Conocimiento de ISO 4406:99, para entender los niveles de limpieza.
- Diseño de sistemas de filtración (índice beta, elección de micronaje, funcionamiento de un riñón (kidney loop) de filtración).
- Selección de lubricantes avanzados (evaluar PAO, éster, bases biodegradables y compatibilidad con sellos).
- Conocimientos de normativa (NSF H1, ISO 21469, ISO 4406, ISO 16889).
- Habilidades en digitalización: integrar sensores y análisis de datos.
Conclusiones
1. La lubricación es la primera línea de defensa de un reductor.
La mayoría de los problemas en engranajes y cojinetes se deben a fallas en el lubricante, como insuficiencia, contaminación, sobre-lubricación o viscosidad inadecuada. Un aceite bien elegido y aplicado correctamente puede extender significativamente la vida útil de los reductores.
2. El costo del mal mantenimiento es invisible hasta que es demasiado tarde.
Ejemplos reales demuestran que cojinetes que solían reemplazarse cada 1-2 años pueden durar significativamente más con un plan adecuado de lubricación y monitoreo, lo que resulta en grandes ahorros en repuestos, mano de obra y paradas de planta.
3. El aceite “habla” si sabemos escucharlo.
Las pruebas de laboratorio (viscosidad, número ácido, metales de desgaste, contaminación, barniz, etc.) permiten diagnosticar la salud tanto del lubricante como del propio reductor. Complementar con pruebas avanzadas, da la posibilidad de anticipar fallas antes de que ocurran.
4. La limpieza del aceite es tan importante como la calidad del aceite.
Filtración eficiente y control de humedad son esenciales para prolongar la vida de los equipos. La regla es simple: cuanto más limpio el aceite, más largo será el ciclo de vida del reductor.
5. El futuro de la lubricación apunta a aceites sintéticos y soluciones sostenibles.
Los lubricantes basados en PAO y ésteres, reforzados con aditivos avanzados (boratos, antioxidantes de última generación), dominarán el mercado por su resistencia al calor, bajo barniz y eficiencia energética. La investigación en líquidos iónicos y nanolubricantes abre la puerta a un salto tecnológico en protección y ahorro energético.
6. El ingeniero del futuro debe ser “tribólogo digital”.
No basta con saber cambiar aceite; se necesitará dominar tribología aplicada, interpretación de análisis de lubricantes, normativas ISO, diseño de sistemas de filtración y competencias en digitalización.
7. Invertir en lubricación especializada no es un gasto, es un ahorro multiplicado.
Una selección correcta de lubricantes de alta calidad, junto con un programa de monitoreo y filtración avanzada, no solo prolonga la vida útil de los reductores, sino que además mejora la eficiencia energética de la planta, reduce las emisiones y fortalece la seguridad operativa.
Recuerda que la lubricación de alta calidad + monitoreo especializado = reducción de costos + mayor confiabilidad + preparación para el futuro.
La información de este boletín técnico es de única y completa propiedad de Widman International S.R.L. Su reproducción solo será permitida a través de una solicitud a info@widman.biz no permitiendo que esta altere sus características ni su totalidad.